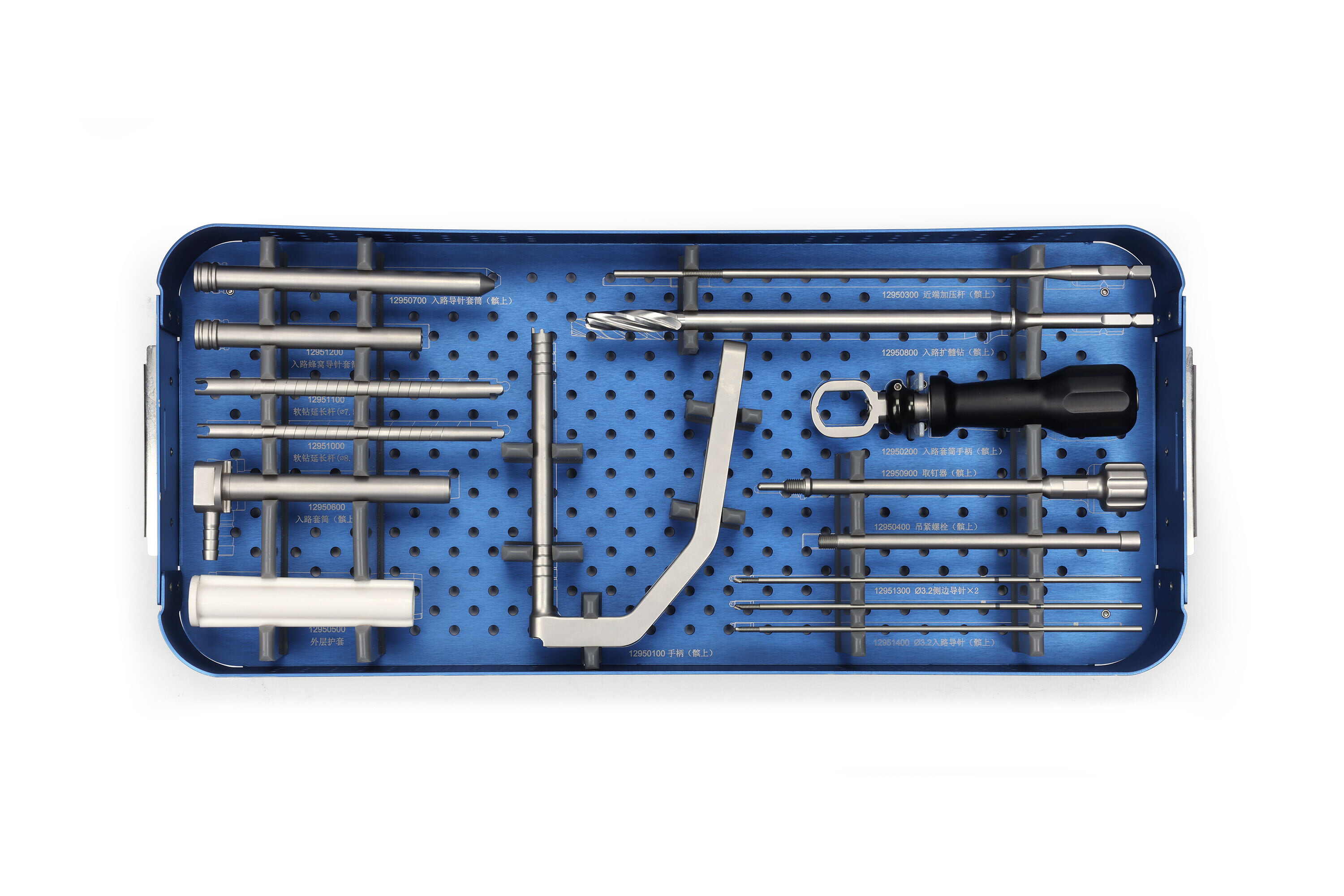
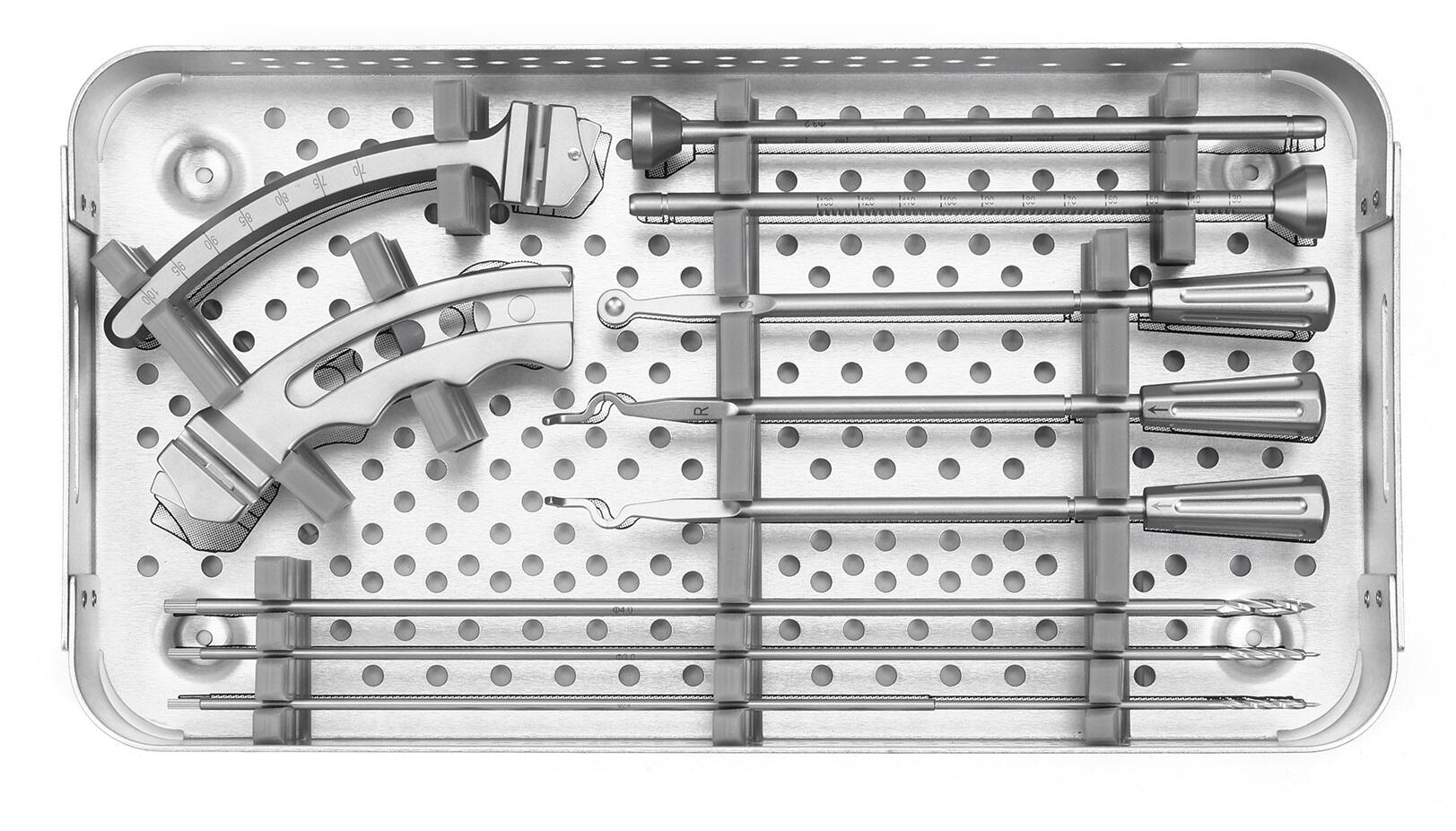
Shveytsariya turidagi tokarlik stanoklari uchta asosiy texnologiyalar yordamida an'anaviy ishlash usullarini butunlay o'zgartirib tashladi: ko'p o'qli bog'lanish, yo'naltiruvchi manşet qo'llab-quvvatlash va sinxron ishlash. Quyida keltirilgan tushuntirish umurtqa pog'onasi mahsulotlariga misol qilib berilgan.
1. Mikron darajadagi aniqlik mahsulotning ishlash xususiyatlarini kafolatlaydi
- Dinamik barqarorlik: Yo'naltiruvchi manşet kesish zonasiga yaqin bo'lgan materiallarni mahkamlaydi, uzun va ingichka valning tebranishini (amplituda < 5μm) so'ndiradi. Bu umurtqa tayoqcha diametrlarining noaniqlik darajasini ±0.005mm ichida saqlash va sirt notekisligini Ra < 0.4μm darajada nazorat qilish imkonini beradi.
- Ko'p o'qli hamkorlikda ishlash: Asosiy o'q va yordamchi o'q bir vaqtda aylanadi, Y o'qda sozlanuvchi asboblarning ishtirokida pedikulyar vintli o'raltma, bosh qismini shakllantirish va dumi yasash amalga oshiriladi va pozitsion aniqlik xatosi < ±0.01 mm.
2. To'liq jarayonni avtomatlashtirish ishlab chiqarish siklini qisqartiradi
- Bir nechta jarayonlarni birlashtirish: Shakllangan mahsulot chiqishigacha bo'lgan jarayonni to'liq avtomatlashtirish. Masalan, umurtqa pog'onasi tizimlarini ishlash jarayonida an'anaviy jarayonlar har bir partiyani ishlash uchun 8 soat vaqt talab qilganda, sirg'alishli boshli tokarlik stanogida faqat 2,5 soat talab qilinadi, ya'ni samaradorlikni 68% gacha oshiradi.
- Tez o'zgartirishga javob berish: Dastur chaqiruvlari orqali kichik partiyali, ko'p turlarni ishlab chiqarishga o'tishni amalga oshirish orqali jixozni sozlash vaqtini 4 soatdan 20 daqiqaga qisqartirish va jixozdan foydalanishni 40% gacha oshirish.
3. Kesish parametrlarini optimallashtirish
Yuqori tezlikda kesish (shpindel tezligi 10,000-12,000 aylananish/daq) va minimal miqdordagi sovutish (MQL) texnologiyasidan foydalanish natijasida titanning ishlash samaradorligi uch barobar oshdi, energiya iste'moli esa 25% ga kamaydi.
4. Intellektual ishlab chiqarish yuzasida noaniq xarajatlarni kamaytirish
- Xavfsizlikni monitoring qilish va kompensatsiya qilish: Kesish parametrlarini dinamik ravishda sozlash uchun harorat va tebranish sensorlarini integratsiya qilish orqali vosita eskirishidan kelib chiqqan partiyani yuborishni kamaytirish hamda foydalanish darajasini 85% dan 98% gacha oshirish.
- Bashorat qilishga asoslangan texnik xizmat ko'rsatish: Bashorat qilishga asoslangan texnik xizmat tizimlaridan (masalan, tebranish analizi, moy monitoringi) foydalanish orqali jihozlar ishdan chiqish darajasi 60% ga kamaytirildi, to'xtashlar 50% ga qisqartirildi hamda texnik xizmat xarajatlari 30% ga kamaytirildi.

 Issiq yangiliklar
Issiq yangiliklar